| Precedente :: Successivo |
| Autore |
Messaggio |
QualitiAmo - Stefania
Moderatore

Registrato: 16/09/07 18:37
Messaggi: 26589
|
|
| Top |
|
 |
|
|
|
sly_1982
Maestro Oogway

Registrato: 24/10/12 08:28
Messaggi: 3556
Residenza: Provincia di Brescia
|
 Inviato: Lun Feb 22, 2021 9:02 am Oggetto: Inviato: Lun Feb 22, 2021 9:02 am Oggetto: |
 |
|
Eh ma tutte le quote definite a disegno vanno prese in considerazione.
Se, insieme al Cliente, definite che non è importante (es: angolo, smusso, etc...) e potete farlo secondo il vostro standard, sarà il Cliente a revisionare il proprio disegno e poi il resto va da sè.
_________________
"La libertà più grande che ho guadagnato è quella di non preoccuparmi più di cosa accadrà domani, perchè sono felice di ciò che ho fatto oggi." - E.Snowden |
|
| Top |
|
|
bagaroz
Forumista di Alta Qualità

Registrato: 23/08/11 11:37
Messaggi: 866
|
| Inviato: Sab Mar 06, 2021 7:17 pm Oggetto: |
|
|
Riprendo dopo un periodo di riflessione e riporto alcune considerazioni in seguito ai vostri spunti:
- credo i disegni di produzione siano qualitativamente accettabili
- credo che lattuale sistema di quote da controllare per ogni fase di produzione sia concettualmente corretto (è in pratica un documento di collaudo diviso per fasi) ma non è aggiornato
- credo il collaudo finale debba essere in parte rivisto
Il sistema deve necessariamente essere rivisto per richiedere meno impegno in fase di preparazione in quanto sta emergendo un trend di forte aumento del numero di microcommesse (1-5 pezzi per 1-2 ore di produzione in totale).
Ora la parte difficile sarà capire come creare dei documenti di collaudo efficaci e basati il più possibile su modello standard da adattare velocemente ai prodotti personalizzati |
|
| Top |
|
|
bagaroz
Forumista di Alta Qualità
Registrato: 23/08/11 11:37
Messaggi: 866
|
| Inviato: Sab Apr 03, 2021 8:36 pm Oggetto: |
|
|
Riprendo il topic per chiedervi una cosa:
- avete suggerimenti per testi, corsi (quelli in privato) relativi ai metodi di collaudo, ai metodi di controllo? |
|
| Top |
|
|
sly_1982
Maestro Oogway
Registrato: 24/10/12 08:28
Messaggi: 3556
Residenza: Provincia di Brescia
|
| Inviato: Mar Apr 06, 2021 7:50 am Oggetto: |
|
|
Non complicherei troppo le cose, bagaroz.
Comincia a provare le cose semplici.
Ad esempio, per come eravamo organizzati noi, per il tipo di produzione, bastava un controllo "di fino", con tutte le quote "pallinate" dal disegno cliente, fatto dal caporeparto in avviamento. Poi gli operatori facevano i controlli in linea a cadenza temporale in maniera più soft, per le quote principali (le altre erano conseguenza delle lavorazioni precedenti o in corso), e poi quello finale completo, come per l'avviamento, ma fatto dal CQ.
_________________
"La libertà più grande che ho guadagnato è quella di non preoccuparmi più di cosa accadrà domani, perchè sono felice di ciò che ho fatto oggi." - E.Snowden |
|
| Top |
|
|
bagaroz
Forumista di Alta Qualità
Registrato: 23/08/11 11:37
Messaggi: 866
|
| Inviato: Mer Apr 07, 2021 7:40 pm Oggetto: |
|
|
Ciao,
Io vorrei farla semplice, ma ho pochi passaggi e devo essere sicuro che in quei passaggi si commettano meno errori possibili.
Diciamo che io ho un disegno tipo quello dell'immagine qui sotto con le quote numeriche invece dei nomi.
[img]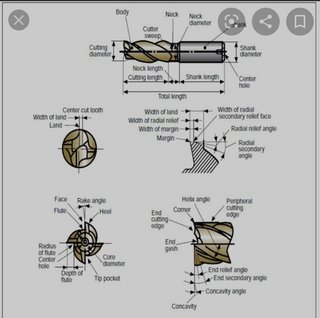 [img] [img]
L'operatore a fronte del disegno deve programmare la macchina 5 assi CNC e fare la produzione. Non ci sono verifiche da parte di un caporeparto od altro. Nel giro di 45-60 minuti l'operatore deve attrezzare la macchina, fare il programma, fare il primo pezzo controllarlo, correggere eventuali quote fuori tolleranza, partire con la produzione.
Il 90% delle quote a disegno sono riferite ad una sola fase costruttiva, quella più complessa.
Oggi il cartaceo dell'ordine di produzione ha per la singola fase di produzione una lista delle quote principali da controllare (però basata su tabelle standard per tipi utensili ed ormai obsolete) e gli operatori usano il disegno come documento di controllo. |
|
| Top |
|
|
KK
King of Kuality

Registrato: 23/04/09 14:36
Messaggi: 10266
|
| Inviato: Gio Apr 08, 2021 9:07 am Oggetto: |
|
|
Essendo basati su disegno immagino siano produzioni ripetitive.
Non si potrebbe salvare il programma per richiamarlo ad ogni avvio della medesima produzione?
Almeno in questo si avrebbe una standardizzazione, lasciando all'oepratore il controllo dei fuori tolleranza iniziali e finali.
_________________
Konsulente Kualità |
|
| Top |
|
|
bagaroz
Forumista di Alta Qualità
Registrato: 23/08/11 11:37
Messaggi: 866
|
| Inviato: Gio Apr 08, 2021 9:00 pm Oggetto: |
|
|
Le produzioni possono essere singole o ripetute, certo in caso di seconda produzione viene aperto il programma macchina e si fanno "solo" gli aggiustamenti fini.
La prima è quella più a rischio di errori |
|
| Top |
|
|
bagaroz
Forumista di Alta Qualità
Registrato: 23/08/11 11:37
Messaggi: 866
|
| Inviato: Mar Mag 11, 2021 4:28 pm Oggetto: |
|
|
Buonasera,
torno sul tema con un esempio
Ho ad esempio un prodotto con questo disegno
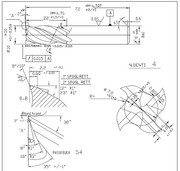
Il 90% di queste quote viene ottenuta in un unica fase ciclo.
L'operatore oggi controlla tutte le quote basandosi sul disegno, avrebbe una griglia di collaudo ma è ormai obsoleta e basata su operazioni standard non più manutenute da anni

Nel caso di ordini ripetitivi produzione aprirà il programma macchina già utilizzato, ma se è la prima produzione deve farsi tutta la programmazione CNC.
Il collaudo finale è nella stessa condizione, e verifica gli utensili sul disegno anche lui.
Secondo la "teoria" è scorretto usare il disegno come documento di controllo.
Il cliente non mi indica nessuna quota "ballonata" e molte sono quote definite da noi come costruttore e nemmeno dichiarate al cliente.
Volevo introdurre un qualche step di controllo da dover dichiarare anche sul sistema gestionale (per la tracciabilità e riconducibilità) ma senza appesantirmi su inutili costruzioni ciclopiche.
Io pensavo ad una dichiarazione di conformità (senza dichiarare il valore effettivamente misurato) dei valori che reputo principali per gli operatori.
Quindi ad esempio mettere una spunta su; valore1, valore 2, etc
Per il collaudo volevo inserire la verifica documentale delle frasi precedenti ed una verifica completa di almeno 1 pezzo per ogni commessa.
ed anche qui una dichiarazione che tali attività siano state fatte |
|
| Top |
|
|
Fabman
Nuova recluta del forum
Registrato: 21/04/21 14:03
Messaggi: 21
|
| Inviato: Mer Mag 12, 2021 4:13 pm Oggetto: |
|
|
Io mi sono creato un "rapporto dimensionale" nel quale ho inserito non la quota nominale e la sua tolleranza ma il range di accettabilità in modo che l'operatore non si possa confondere : se il valore letto è nel range è OK se no NOK. in vista di una richiesta dal cliente e per un controllo futuro io lascerei il valore letto.
Elimina tutte quelle quote che risultano per costruzione, in modo da snellire al massimo il rapporto.
_________________
Se non riesci a spiegarlo ad un bambino di 6 anni, non l'hai capito nemmeno tu. (A.E.) |
|
| Top |
|
|
bagaroz
Forumista di Alta Qualità
Registrato: 23/08/11 11:37
Messaggi: 866
|
| Inviato: Mer Mag 12, 2021 7:02 pm Oggetto: |
|
|
Le quote per costruzione però sono quelle che mi rendono funzionante il prodotto.
Un cliente non mi metterà mai a disegno l'angolo di taglio ma se io lo definisco 20+2/+0° poi lo devo rispettare. Se dopo la prima fornitura ne segue un'altra e benché non sia un valore a lui noto io ottengo 15° poi il prodotto avrà prestazioni diverse.
Registrare tutte le misurazioni sarebbe l'ottimo ma richiede un valore superiore spesso a quello della produzione.
Sto anche valutando l'opzione di creare un programma con più step sulla macchina di misura e salvare quei record in un database, mi sto informando |
|
| Top |
|
|
bagaroz
Forumista di Alta Qualità
Registrato: 23/08/11 11:37
Messaggi: 866
|
| Inviato: Dom Nov 21, 2021 7:55 pm Oggetto: |
|
|
Buonasera,
torno dopo un po' sull'argomento.
Con l'introduzione di un nuovo operatore al collaudo mi sono reso conto ancora di più che molte prassi operative non sono definite ma "tramandate".
Vorrei nel 2022 mettere mano sia alla sostanza sia alla forma dei controlli.
Stavo ragionando su:
- controlli in autocertificazione della produzione.
in questo caso pensavo di eliminare del tutto le "griglie con i valori" da
controllare ma di standardizzare un programma di misura da richiamare e solo in caso di quote che richiedono misurazioni manuali (cioè sempre su macchina di misura ma non possibili da eseguire in automatico) un flag ausiliario che ricordi di eseguire i controlli aggiuntivi.
Stampa (da capire se digitale o cartacea o mista) del report di misurazione.
In base al budget l'ideale sarebbe interfacciare la macchina di misura con il sistema gestionale
- controlli finali al collaudo.
vorrei che produzione rendesse identificabili primo ed ultimo utensile prodotto. Qui vorrei per prima cosa un check della stampa deic ontrolli fatti in produzione sul primo utensile ed una verifica su ultimo pezzo (oltre un certo numero di pezzi prodotti anche su altri esemplari) delle sole quote soggette ad una variazione potenzialmente inficiante. ad esempio sappiamo per esperienza che il diametro utensile è soggetto ad una variazione durante la produzione mentre l'angolo di elica se era corretto sul primo pezzo non cambierò mai più a meno che l'operatore non intervenga modificando il valore sul programma macchina. |
|
| Top |
|
|
|



